Checking and Reconditioning Valve Seats
Special Tools
- P 11 Valve seat cutter handle with 10 mm dia. cutter guide
- P 12 Eight-piece valve seat cutter set.
Checking
- Check valve guides for firm seating in the cylinder head.
- Check valve seating using machinists blue.
- Inspect valve seat surface. If the valve does not seat on the whole
seat surface, lightly rework the seat with a cutter.
- Valve seating may be checked with the valves installed in the
cylinder head by pouring some gasoline into the respective port.
Reworking-Valve Seats
|
Valve seat width
Intake 1.25 +/- 0.15 mm (0.050 +/- 0.006 in.)
Exhaust 1.55 +/- O. 15 mm (0.061 +/- 0.006 in.).
Valve seats showing traces of wear or pitting may be refaced providing
that the permissible width of the 45 deg. seat can be maintained, and the
25 deg. bevel in the outer circumference does not exceed the outer
diameter of the valve seat insert. If this is not possible, the
cylinder head must be replaced. It is not p~sible to replace the yalve
seat inserts with the equipment at hand in normal workshops.
|
Work Procedure
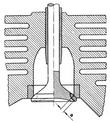
| 1. 45 deg seat cut:
The 45 deg cut must be performed with particular care to produce a smooth
surface free of chatter marks. It is very important to apply pressure
from directly above. Removal of base metal must be held at a minimum
so as not to render the valve seat insert prematurely unusable. The
cutting procedure should be discontinued as soon as the cutter has
cleaned the entire seat area,
|

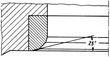
| 2. 75 deg bevel cut: Lightly bevel the lower edge of the valve seat using
the 75 deg. cutter.
|
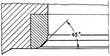
| 3. 25 deg bevel cut: Using the 25 deg. cutter, bevel the upper edge of the
seat until the specified seat width is obtained.
|
Last modified: Mon, 17 Jan 2005
Links
|



